
Entender qué es un sistema MES es clave para cualquier empresa industrial que quiera avanzar hacia una producción más conectada, eficiente y alineada con la realidad de planta. En WAU Technologies ayudamos a las compañías a conectar negocio, planificación y fabricación mediante soluciones integradas de la capa MOM y ERP. Como Partner de Siemens, implantamos tecnologías como Opcenter APS para planificación avanzada de la producción y Opcenter X, su sistema MES cloud y modular. Además, como Partner de Microsoft, integramos soluciones ERP como Microsoft Dynamics 365 Business Central para unificar la información y mejorar la toma de decisiones de negocio de una forma integral.
Porque en una planta de fabricación pasan muchas cosas al mismo tiempo: órdenes de producción, máquinas en marcha, operarios registrando datos, incidencias, controles de calidad, cambios de turno, ajustes de planificación o retrasos que no siempre se ven a tiempo.
El problema aparece cuando toda esa información no está conectada. La dirección ve una cosa, producción otra, calidad trabaja con sus propios registros y el ERP refleja la realidad cuando quizá ya es tarde para actuar.
Aquí es donde entra en juego un sistema MES. No como una herramienta más, sino como una pieza clave para conectar lo que se planifica con lo que realmente ocurre en planta.
Qué es un sistema MES
Qué es un sistema MES: un sistema de ejecución de manufactura que permite controlar, monitorizar y gestionar la producción en tiempo real desde la planta.
Dicho de forma sencilla: cuando hablamos de qué es un sistema MES, hablamos de una solución que ayuda a saber qué está pasando en fabricación, cuándo está pasando, con qué recursos, con qué materiales y con qué nivel de calidad. Es el paso siguiente a la planificación, con el fin de disponer de un control de la ejecución real de los procesos productivos.
Un software MES permite recoger datos directamente de planta, analizar el avance de las órdenes, detectar desviaciones, mejorar la trazabilidad y tomar decisiones con información actualizada. No se trata solo de digitalizar registros, sino de ganar control real sobre la producción. Esto es clave para entender qué es un sistema MES.
El sistema MES en Industria 4.0
Pero cuando nos planteamos qué es un sistema MES en Industria 4.0, tenemos que hablar de datos, conectividad y capacidad de respuesta.
Durante años, muchas empresas han trabajado con información fragmentada: partes en papel, hojas de cálculo, registros manuales o sistemas que no se comunican entre sí. Esto puede funcionar durante un tiempo, pero cuando aumenta la complejidad de la fabricación, también aumentan los problemas: retrasos, errores, falta de visibilidad, reprocesos o decisiones basadas en información incompleta.
Por eso, entender qué es un sistema MES también implica entender por qué se ha convertido en una pieza tan importante dentro de la automatización industrial y la digitalización de la planta.
En una industria cada vez más conectada, el MES permite que la planta deje de ser una “caja negra”. La empresa puede saber en tiempo real qué orden está en curso, qué máquina está parada, qué lote se ha utilizado, qué operario ha intervenido o dónde se ha producido una desviación de calidad.
Esta visibilidad es fundamental para avanzar hacia modelos de fábricas inteligentes, donde la automatización, la gestión de datos y la toma de decisiones se apoyan en información fiable y actualizada.
Un sistema MES no sustituye la experiencia de las personas en planta. La refuerza. Ayuda a que los equipos trabajen con menos incertidumbre, menos tareas manuales y más capacidad para anticiparse a los problemas.
Sistemas MES vs MOM vs ERP
Una de las dudas más habituales cuando una empresa empieza a investigar qué es un sistema MES es entender la diferencia entre sistemas MES, MOM y ERP. Aunque están relacionados, no cumplen exactamente la misma función.
El ERP es el sistema que gestiona los procesos principales del negocio, esencial para disponer de una visión global de la empresa pero sin llegar al detalle operativo de lo que ocurre minuto a minuto en planta. Por eso, cuando hablamos de Microsoft ERP, hablamos de una base muy importante para ordenar la gestión empresarial.
El MES, en cambio, trabaja en el nivel de ejecución. Por eso cuando nos preguntamos qué es un sistema MES tenemos que entender que se centra en la producción real.
Es importante entender las diferencias entre ambas soluciones para no confundir su funcionalidad, os invitamos a leer MES vs ERP para aclarar dichos conceptos.
MOM, Manufacturing Operations Management, tiene una visión más amplia que el MES. Aquí os dejamos la mejor aclaración para dicho concepto MES vs MOM con el fin de que entendáis que aspecto trata cada uno y cómo son conceptos complementarios y esenciales para una industria.
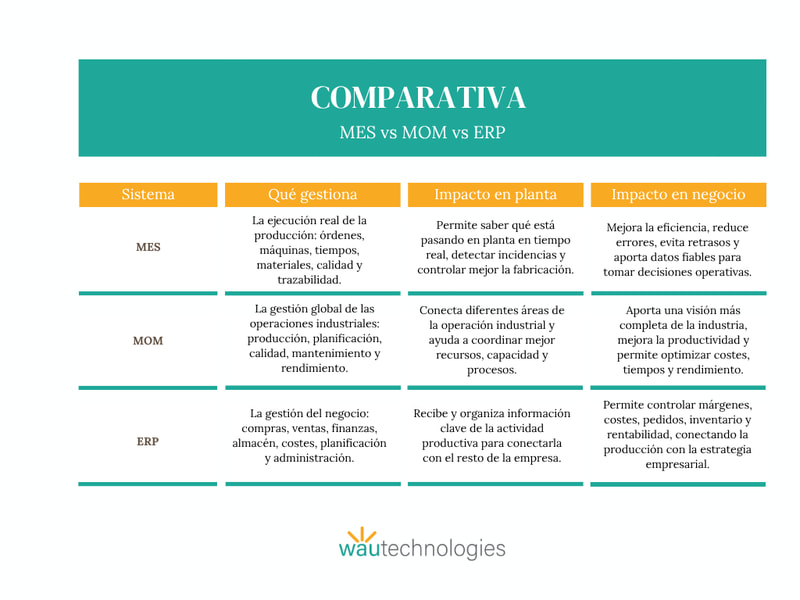
La clave no está en elegir uno u otro de forma aislada, sino en entender cómo deben convivir. Los sistemas bien integrados permiten que la información fluya entre negocio y planta.
Beneficios de un Sistema MES
Una vez aclarado qué es un sistema MES, el siguiente paso es entender qué beneficios puede aportar a una empresa industrial.
Implantar un sistema MES no consiste solo en incorporar tecnología. Su verdadero valor está en mejorar la forma en la que la empresa controla, analiza y optimiza su producción.
- Uno de sus principales beneficios es el control en tiempo real. La empresa puede saber qué está ocurriendo en planta sin esperar al cierre del turno, al parte manual o a la actualización posterior en el sistema. Esto permite reaccionar antes ante paradas, desviaciones o cuellos de botella.
- También mejora la trazabilidad. En sectores donde la calidad, la seguridad o la normativa son críticas, saber qué materiales se han utilizado, en qué lote, en qué máquina y bajo qué condiciones es fundamental. El MES facilita ese seguimiento y reduce el riesgo de errores o falta de información.
- Otro beneficio importante es la optimización del tiempo. Al reducir registros manuales, duplicidades y tareas administrativas, los equipos pueden centrarse más en producir, analizar y mejorar. Además, disponer de datos fiables ayuda a identificar pérdidas de tiempo que antes podían pasar desapercibidas.
- El sistema MES también aporta una mejora directa en la calidad. Al controlar parámetros del proceso, registrar incidencias y detectar desviaciones antes, es más fácil reducir rechazos, reprocesos y errores repetitivos.
- Además, permite mejorar el control de la producción desde una perspectiva más completa. No solo se trata de saber cuánto se ha fabricado, sino de entender cómo se ha fabricado, con qué eficiencia, con qué recursos y con qué impacto en costes, plazos y calidad. Para profundizar en este punto, puedes ver más sobre el control de la producción.
En definitiva, cuando una empresa se pregunta qué es un sistema MES, debería verlo como una herramienta para pasar de una gestión reactiva a una gestión más conectada, medible y anticipativa.
Soluciones MES disponibles en el mercado
Después de entender qué es un sistema MES y qué papel juega en la fabricación, conviene conocer qué tipo de soluciones existen actualmente en el mercado.
No todas las soluciones MES responden al mismo tipo de empresa, sector o nivel de madurez digital. Algunas están muy orientadas a grandes entornos industriales, otras son más específicas para determinados sectores y otras destacan por su capacidad de integración, modularidad o despliegue en la nube.
Entre las soluciones MES más conocidas se encuentran plataformas como Siemens Opcenter, Rockwell FactoryTalk, AVEVA Manufacturing Execution System, SAP Digital Manufacturing, Dassault Systèmes DELMIA Apriso o GE Proficy, entre otras. Todas ellas buscan mejorar el control de la producción, la trazabilidad, la calidad y la gestión de datos en planta, aunque cada una lo hace con enfoques y capacidades diferentes.
En este contexto, el sistema MES de Siemens destaca especialmente por su enfoque cloud y modular. A través de Opcenter X de Siemens, las empresas pueden avanzar de forma progresiva hacia una gestión más conectada de la fabricación, incorporando funcionalidades según sus necesidades y sin tener que abordar desde el primer momento un proyecto excesivamente complejo.
Este enfoque resulta especialmente interesante para compañías que quieren empezar a digitalizar la planta con una solución escalable, capaz de crecer por fases y de integrarse con otros sistemas como ERP, planificación, calidad o mantenimiento.
La clave no está solo en comparar nombres de soluciones, sino en entender cuál encaja mejor con la realidad de cada empresa: su tipo de producción, sus procesos productivos, su nivel de automatización, sus necesidades de trazabilidad y su capacidad para gestionar el cambio.
Porque elegir un software MES no debería ser una decisión puramente tecnológica. Debería ser una decisión de negocio: qué información necesito controlar, qué problemas quiero resolver en planta y cómo quiero conectar la producción con el resto de la empresa.

Consejos para elegir la mejor solución MES para tu empresa
Saber qué es un sistema MES es importante, pero elegir la solución adecuada requiere analizar primero la realidad de cada empresa. Antes de elegir un sistema MES, conviene hacerse una pregunta clara: ¿qué problema queremos resolver?
No es lo mismo necesitar trazabilidad, reducir registros manuales, mejorar la calidad, controlar tiempos de fabricación, conectar máquinas o ganar visibilidad sobre el avance de la producción. Cada empresa tiene un punto de partida distinto.
1º.- El primer consejo es analizar bien los procesos actuales. Antes de implantar tecnología, hay que entender cómo se trabaja hoy en planta, dónde se producen las pérdidas de información, qué tareas siguen siendo manuales y qué decisiones se toman con datos incompletos.
2º.- El segundo consejo es pensar en integración. Un buen MES debe poder conectarse con el ERP y con otros sistemas de la empresa. Si la información queda encerrada en una nueva herramienta, el problema de fondo seguirá siendo el mismo: sistemas desconectados.
3º.- También es importante valorar la escalabilidad. La solución debe responder a las necesidades actuales, pero también permitir crecer. Una empresa puede empezar por una línea, una planta o una funcionalidad concreta y ampliar después el alcance.
4º.- Otro punto clave es la experiencia de usuario. Si el sistema no es claro para los equipos de planta, será difícil que se utilice correctamente. La tecnología debe facilitar el trabajo, no complicarlo.
5º.- Por último, es fundamental contar con un enfoque de consultoría. Implantar un MES no es solo instalar un software MES. Es revisar procesos, conectar áreas, definir indicadores, ordenar datos y acompañar a los equipos en el cambio.
La mejor solución MES no es necesariamente la más compleja. Es la que mejor se adapta a la realidad de la empresa, conecta con sus objetivos y ayuda a tomar mejores decisiones en producción.
Preguntas frecuentes de qué es un sistema MES
¿Cuánto cuesta implementar un sistema MES?
El coste de la implementación de un sistema MES está directamente vinculado a qué necesita cada fábrica y qué objetivos se quiere conseguir con el proyecto. Dependerá mucho del tamaño de la empresa, el número de líneas de producción, el nivel de integración y las funcionalidades que se requieran . No es lo mismo digitalizar una línea concreta que conectar toda la operación industrial.
¿Qué diferencia hay entre MES y SCADA?
El SCADA está orientado a supervisar y controlar máquinas y procesos industriales en tiempo real, recogiendo datos técnicos directamente de sensores y automatismos. El sistema MES, en cambio, trabaja a un nivel más operativo y de gestión de la producción, conectando información de planta con órdenes de fabricación, trazabilidad, calidad, tiempos y rendimiento. Dicho de forma sencilla, el SCADA controla procesos industriales y el MES ayuda a gestionar y optimizar la producción de forma integral.
¿Un sistema MES sustituye al ERP?
No, un sistema MES no sustituye al ERP, lo complementa. Mientras el ERP ofrece una visión global del negocio, abarcando las áreas de finanzas, compras, ventas, almacén, el sistema MES se centra en lo que ocurre realmente en el día a día de la planta: producción, trazabilidad, tiempos y rendimiento operativo. Ambas soluciones pueden integrarse y optimizar de forma más eficiente la toma de decisiones de una compañía.
¿Cuáles son los sistemas MES más usados en España?
En España existen diferentes soluciones MES implantadas en sectores industriales como automoción, alimentación, químico, metal o fabricación discreta. Algunas de las plataformas más conocidas son Siemens Opcenter X, Rockwell FactoryTalk, AVEVA MES, SAP Digital Manufacturing o GE Proficy. La elección suele depender del tipo de producción, el nivel de automatización y la capacidad de integración con otros sistemas de la empresa, como ERP, planificación o calidad.
¿Un sistema MES funciona con cualquier ERP?
Sí, aunque el nivel de integración puede variar según el ERP y el sistema MES utilizados. La mayoría de las soluciones MES actuales están preparadas para conectarse con diferentes ERP con el objetivo de compartir información entre negocio y planta. Es aconsejable que antes de implantar un MES, conviene analizar cómo se integrará tanto con el ERP como con el resto de sistemas de la empresa.
¿Qué es el OEE y cómo lo calcula el MES?
El OEE es un indicador que mide la eficiencia real de la producción teniendo en cuenta diferentes variables. Un sistema MES calcula el OEE automáticamente a partir de los datos capturados en planta, si quieres responder claramente a esta pregunta puedes leer este artículo sobre como optimizar el OEE en producción.
¿Cuánto tiempo tarda en implementarse un MES?
Depende del alcance, pero una implantación MES suele realizarse entre 3 y 9 meses. Todo depende la complejidad del proyecto, de si requiere integración con otros sistemas que existen en la compañía y la definición existente de los procesos industriales de la compañía.
Si quieres saber más sobre qué es un sistema MES
En resumen, entender qué es un sistema MES es el primer paso para ver la planta con más claridad, actuar con más rapidez y construir una base sólida para avanzar hacia una Industria 4.0.
Si quieres conocer la situación de tu empresa en cuanto a qué sistema MES sería el más adecuado para tu compañía, no dudes en ponerte en contacto con el equipo de WAU Technologies para ayudarte a dirigir adecuadamente tus pasos, ponte en contacto con nosotros.